








- System ultradźwiękowy
- Róg ultradźwiękowy
- Zgrzewarka ultradźwiękowa do tworzyw sztucznych
- Ultradźwiękowa spawarka do metalu
- Maszyna do szycia ultradźwiękowego
- Urządzenie do cięcia ultradźwiękowego
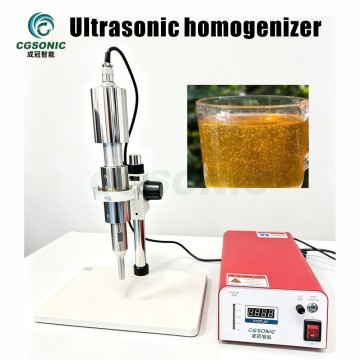
- Homogenizator ultradźwiękowy
- Generator ultradźwiękowy
- Przetwornik ultradźwiękowy
- Zgrzewanie punktowe ultradźwiękowe, zgrzewanie ręczne
- Maszyna do zgrzewania węży ultradźwiękowych
- Maszyna obrotowa ultradźwiękowa
- Maszyna do wypływu wody
- Kołnierz









01




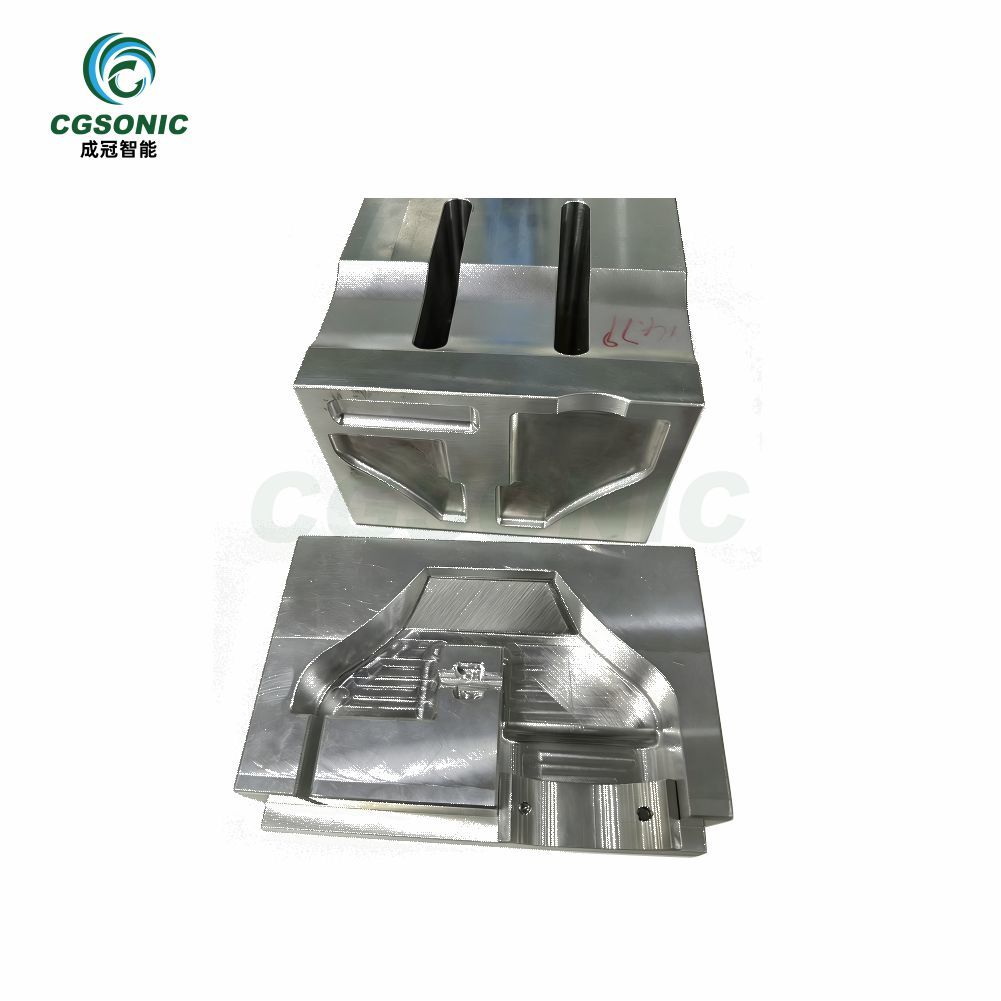
Jak projektować formy do spawania ultradźwiękowego (głowice spawalnicze)
Kluczowe szczegóły projektu
Forma do spawania ultradźwiękowego (głowica spawalnicza) stanowi rdzeń procesu przesyłu energii. Jej konstrukcja koncentruje się na trzech głównych aspektach: dopasowaniu akustycznym, adaptacji strukturalnej oraz obróbce materiału. Czynniki te bezpośrednio wpływają na jakość spawania i stabilność urządzenia. Kluczowe punkty to:
I. Dopasowanie parametrów akustycznych (podstawowy warunek wstępny)
Głowica spawalnicza musi działać jak rezonator i być precyzyjnie dopasowana do częstotliwości urządzenia, aby uniknąć strat energii i uszkodzeń. Tryby drgań są optymalizowane poprzez symulację akustyczną, aby zapewnić równomierny rozkład amplitudy i wyeliminować koncentrację naprężeń. Amplituda jest racjonalnie dobierana w zależności od twardości materiału spawanego, przy jednoczesnym kontrolowaniu współczynnika wzmocnienia amplitudy, aby zrównoważyć wydajność spawania i żywotność formy.
II. Powierzchnia spawana i ogólny projekt konstrukcyjny
Projekt powierzchni spawania musi równoważyć koncentrację energii i ochronę produktu: należy dodać wzory przewodnictwa energii, aby skupić energię i przyspieszyć spawanie; należy zastosować odpowiednie pozycjonowanie i niezawodne konstrukcje, aby zapobiec przemieszczeniu się produktu lub jego odwróceniu. Obszary niespawalne powinny być oczyszczone, fazowane lub zaokrąglone krawędzie, aby zapobiec uszkodzeniu produktu i pękaniu formy. Konstrukcja musi równoważyć lekkość i sztywność; obszary mniej istotne można wydrążyć, a formy z długimi uchwytami powinny mieć żebra wzmacniające, aby zapobiec odkształceniom.
III. Dobór i obróbka materiałów
Materiały muszą równoważyć parametry akustyczne, wytrzymałość i odporność na zużycie: stopy tytanu nadają się do precyzyjnych zastosowań wielkoseryjnych; stopy aluminium oferują wysoką opłacalność i nadają się do produkcji małoseryjnej i średnioseryjnej; stal narzędziowa jest używana do spawania materiałów twardych i zawierających włókno szklane. W zależności od właściwości materiału, w celu poprawy odporności formy na zużycie i wydłużenia jej żywotności, stosuje się odpowiednią obróbkę cieplną lub powierzchniową.
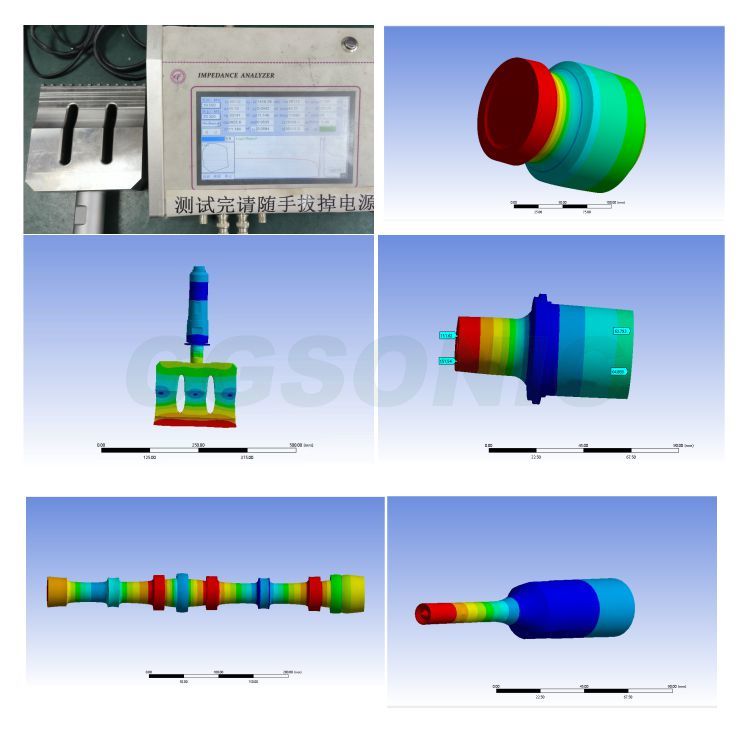
IV. Kluczowe punkty połączenia i weryfikacji
Powierzchnia połączenia z transformatorem amplitudowym musi być precyzyjnie dopasowana, aby zapewnić koncentryczność i efektywność transferu energii. Po zakończeniu projektu przeprowadza się symulację, próby spawania i testy trwałości, aby zweryfikować, czy jakość spoin i stabilność formy spełniają wymagania norm. Modułowa konstrukcja może poprawić adaptacyjność produktu i obniżyć koszty.